
Prinzipien des Laserschneidens – wie funktioniert es?

Grundlagen des Blechbiegens
29 Juli 2025
Das Laserschneiden hat die Art und Weise der Materialbearbeitung revolutioniert. Präzise, schnell und effizient findet es Anwendung in vielen Branchen – vom Automobilbau über die Elektronik bis hin zur Herstellung von Dekorationselementen. Obwohl diese Technologie äußerst wirkungsvoll ist, erfordert sie eine sorgfältige Handhabung der Parameter, kontinuierliche Qualitätskontrolle sowie eine regelmäßige Wartung der Maschinen.
In diesem Artikel erläutern wir die Funktionsweise und die Faktoren, die die Schnittqualität beim Laserschneiden beeinflussen – ebenso wie typische Herausforderungen, auf die man achten sollte. Lesen Sie weiter und profitieren Sie von unseren Tipps!
Contents
- 1 Wie funktioniert das Laserschneiden?
- 2 Arten des Laserschneidens
- 3 Vorteile und Nachteile des Laserschneidens
- 4 Hauptkennzahlen zur Bewertung der Schnittqualität beim Laserschneiden
- 5 Welche Faktoren beeinflussen die Qualität des Laserschneidens?
- 6 Probleme beim Laserschneiden – wie man sie löst
- 7 Wie verbessert man die Schnittqualität beim Laserschneiden?
- 7.1 Reinigung der Linsen
- 7.2 Reinigung und Überprüfung der Düse
- 7.3 Kontrolle und Einstellung der Laserstrahlparameter
- 7.4 Schmierung der beweglichen Teile des Plotters
- 7.5 Aufrechterhaltung der korrekten Materialpositionierung
- 7.6 Kalibrierung und Diagnose der Maschine
- 7.7 Wie verbessert man die Schnittqualität beim Laserschneiden? Denken Sie an die Wartung des Plotters!
- 8 Laserschneiden – die Technologie der Zukunft
Wie funktioniert das Laserschneiden?
Das Laserschneiden ist eine moderne Technologie der Materialbearbeitung, bei der ein gebündelter Lichtstrahl (Laser) zum präzisen Trennen verschiedener Werkstoffe eingesetzt wird. Dieses Verfahren hat in zahlreichen Branchen an Bedeutung gewonnen, da es ein schnelles, sauberes und äußerst genaues Schneiden ermöglicht, den Materialabfall reduziert und die Produktionszeit deutlich verkürzt.
Das Grundprinzip des Laserschneidens besteht in der Nutzung von Energie, die in Form eines gebündelten Laserstrahls auf das Material wirkt. Die Laserenergie erhitzt das Werkstück so weit, bis es schmilzt oder verdampft. In diesem Moment wird ein technisches Gas – meist Sauerstoff, Stickstoff oder Druckluft – zugeführt. Es unterstützt die Entfernung des geschmolzenen Materials und verbessert gleichzeitig die Schnittqualität, indem es die Bildung von Schlacke an der Schnittkante verhindert.
Ein entscheidender Vorteil des Laserschneidens ist seine hohe Präzision. Durch die äußerst geringe Schnittbreite lassen sich selbst sehr detailreiche Bauteile mit minimalem Materialverlust fertigen. Mithilfe moderner CNC-Steuerungstechnik können zudem komplexe Geometrien mit außergewöhnlicher Genauigkeit umgesetzt werden.

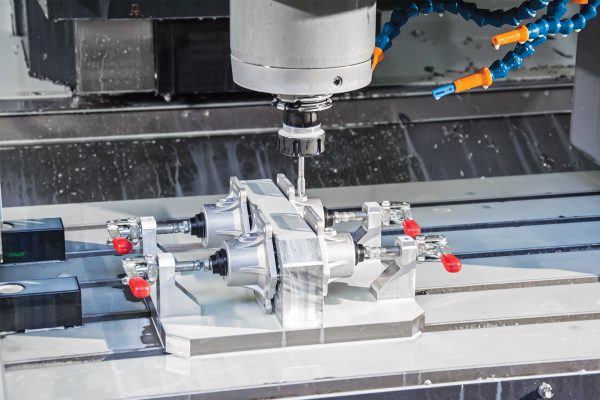
Wichtigste Komponenten eines Laserschneidsystems
Damit der Laserschneidprozess reibungslos verläuft und eine gleichbleibend hohe Schnittqualität erzielt wird, sind verschiedene zentrale Komponenten im Schneidsystem erforderlich:
- Laserquelle – Sie ist für die Erzeugung der Laserenergie verantwortlich. Abhängig vom Lasertyp variieren Leistung, Wellenlänge und Strahleigenschaften, was sich direkt auf die Effizienz und Schnittqualität auswirkt.
- Optisches System – Linsen und Spiegel lenken und fokussieren den Laserstrahl exakt auf das Werkstück. Nur bei präziser Ausrichtung des optischen Systems ist eine optimale Strahlqualität am Schneidpunkt gewährleistet.
- CNC-Steuerung oder Roboterarm – Moderne Laserschneidanlagen arbeiten computergesteuert. Die CNC-Steuerung passt die Bearbeitungsparameter automatisch an die Form, Größe und das Material des Werkstücks an, um gleichbleibende Schnittqualität zu gewährleisten.
- Schutzgaszufuhr – Gase wie Sauerstoff, Stickstoff oder Druckluft übernehmen beim Schneiden mehrere Funktionen: Sie entfernen das geschmolzene Material aus der Schnittfuge und verhindern Gratbildung – ein wesentlicher Faktor für saubere Schnittkanten.
Der Erfolg des Laserschneidens hängt eng mit verschiedenen technologischen Parametern zusammen – etwa der Schnittgeschwindigkeit, Laserleistung oder dem Düsendurchmesser. Nur wenn diese exakt auf das Material und den jeweiligen Anwendungsfall abgestimmt sind, lassen sich optimale Ergebnisse erzielen – inklusive definierter Schnittbreite und gewünschter Oberflächenqualität.
Arten des Laserschneidens
Das Laserschneiden unterscheidet sich – je nach verwendeter Technologie – hinsichtlich Effizienz, Präzision und Wirtschaftlichkeit. Die Wahl des geeigneten Lasertyps hängt von den spezifischen Anforderungen des Bearbeitungsprozesses sowie den zu verarbeitenden Materialien ab. Zu den gängigsten Varianten gehören:
CO₂-Laser
CO₂-Laser nutzen Kohlendioxid als aktives Medium zur Erzeugung des Laserstrahls. Sie eignen sich besonders gut für die Bearbeitung von Metallen, Holz, Kunststoffen und Verbundwerkstoffen. Zu ihren größten Vorteilen zählen die hohe Schnittqualität sowie die Vielseitigkeit im Materialeinsatz. Durch die Erzeugung eines sehr feinen Strahls ermöglichen CO₂-Laser äußerst präzise Schnitte mit glatten Schnittkanten.
Ein Nachteil ist die im Vergleich zu Faserlasern geringere Schnittgeschwindigkeit. Zudem benötigen CO₂-Laser aufwendigere Kühlsysteme und regelmäßige Wartung, was sich in höheren Betriebskosten niederschlägt.
Faserlaser
Faserlaser erzeugen und verstärken den Laserstrahl über spezielle Glasfasern, was zu besonders geringen Energieverlusten und hoher Energieeffizienz führt. Diese Technologie ermöglicht sehr hohe Schnittgeschwindigkeiten – auch bei dickeren Materialien – und punktet durch ihre kompakte Bauweise und geringe Wartungsanforderungen. Faserlaser bieten vor allem bei dünnen Metallen wie Edelstahl, Aluminium oder Messing hervorragende Schneideigenschaften und sind ideal für Anwendungen, die höchste Präzision erfordern.
Nd:YAG-Laser
Nd:YAG-Laser (Neodym-dotierter Yttrium-Aluminium-Granat) nutzen einen Neodym-Kristall zur Erzeugung und Verstärkung des Laserlichts. Sie zeichnen sich durch eine besonders hohe Energiedichte und große Eindringtiefe aus, was sie zur bevorzugten Wahl bei der Bearbeitung von harten Werkstoffen und dicken Metallblechen macht.
Allerdings erfordern sie leistungsfähige Kühlsysteme sowie eine intensivere Wartung. Trotz der höheren Betriebskosten sind Nd:YAG-Laser bei spezialisierten Anwendungen, die extreme Präzision und Materialdurchdringung verlangen, unverzichtbar.
Vorteile und Nachteile des Laserschneidens
Wie jede Technologie bietet auch das Laserschneiden spezifische Vorteile und Einschränkungen, die vor der Implementierung sorgfältig abgewogen werden sollten.
Vorteile
- Präzision – Das Laserschneiden besticht durch außergewöhnliche Genauigkeit und ermöglicht die Herstellung selbst kleinster Bauteile mit komplexen Geometrien – auch bei hoher Bauteildichte. Dies reduziert Fehlerquoten und spart Material.
- Vielfältige Materialeinsetzbarkeit – Mit Laseranlagen lassen sich unterschiedlichste Werkstoffe schneiden, darunter Metalle, Kunststoffe, Holz und Verbundmaterialien.
- Geringer Materialabfall – Einer der größten Vorteile ist die Minimierung von Verschnitt. Der präzise fokussierte Laserstrahl ermöglicht extrem schmale Schnittbreiten, was den Materialverbrauch erheblich reduziert.
- Wenig bis keine Nachbearbeitung – Lasergeschnittene Kanten sind in der Regel glatt und gratfrei, sodass meist keine zusätzlichen Bearbeitungsschritte wie Schleifen oder Polieren erforderlich sind.
- Hohe Schneidgeschwindigkeit – Das Laserschneiden ermöglicht eine sehr hohe Bearbeitungsgeschwindigkeit und erlaubt die zügige Verarbeitung großer Materialmengen. Besonders Faserlaser zeichnen sich durch ihre Effizienz aus und tragen wesentlich zur Beschleunigung von Produktionsprozessen sowie zur Verkürzung von Durchlaufzeiten bei.
Nachteile
- Begrenzung bei der Materialdicke – Obwohl das Laserschneiden äußerst effektiv ist, stößt es bei sehr dicken Blechen oder besonders harten Werkstoffen an seine Grenzen. In solchen Fällen sind höhere Laserleistungen und längere Bearbeitungszeiten erforderlich.
- Entstehung von Rauch und toxischen Dämpfen – Beim Schneiden bestimmter Materialien, wie Kunststoffen oder speziellen Metallen, entstehen gesundheitsgefährdende Dämpfe. Der Einsatz geeigneter Absaug- und Filtersysteme ist daher unerlässlich, um die Luftqualität zu erhalten und die Sicherheit des Bedienpersonals zu gewährleisten.
- Hoher Energieverbrauch – Besonders Hochleistungslaser benötigen große Mengen an elektrischer Energie. Dies kann zu erhöhten Betriebskosten führen, insbesondere bei intensiver Nutzung der Anlagen.
- Hohe Anschaffungskosten – Die Investitionskosten für moderne Laserschneidanlagen sind erheblich, was insbesondere für kleinere Unternehmen eine finanzielle Hürde darstellen kann.
- Spezialisierter Service – Diese fortschrittliche Technologie erfordert regelmäßige Wartung durch qualifiziertes Fachpersonal. Um das volle Potenzial der Maschinen auszuschöpfen, sind umfassende Kenntnisse und Erfahrung in der Bedienung notwendig.

Hauptkennzahlen zur Bewertung der Schnittqualität beim Laserschneiden
Um die Qualität des Laserschneidens zu beurteilen, werden verschiedene technische Merkmale herangezogen, die die Effizienz und Präzision des Prozesses direkt beeinflussen.
Kantenrauheit
Je geringer die Rauheit, desto glatter die Schnittkante. Sie hängt vom bearbeiteten Material sowie von Parametern wie Laserleistung und Schnittgeschwindigkeit ab. Eine zu hohe Rauheit kann nachfolgende Bearbeitungsschritte erschweren.
Schnitt-Rechtwinkligkeit
Abweichungen vom rechten Winkel entstehen häufig durch eine instabile Materiallage oder fehlerhafte Lasereinstellungen. Dies beeinträchtigt die Maßhaltigkeit und Passgenauigkeit der gefertigten Bauteile.
Schnittlinien
Unregelmäßige Schnittlinien deuten auf fehlerhafte Parameter hin – etwa eine zu hohe Schnittgeschwindigkeit oder eine unzureichende Schutzgaseinstellung. Für gerade und saubere Schnittverläufe ist eine präzise Steuerung der Schneidparameter erforderlich.
Grate
Gratbildung tritt besonders beim Schneiden dicker Materialien auf und ist häufig die Folge von zu geringem Gasdruck oder unzureichender Laserleistung. Grate beeinträchtigen sowohl das Erscheinungsbild als auch die Funktionalität der Bauteile.
Oberflächenqualität
Die geforderte Schnittqualität beim Laserschneiden wird häufig in der technischen Dokumentation festgelegt. Eine glatte Oberfläche ohne Grate hängt unter anderem von der verwendeten Gasart und den Maschineneinstellungen ab.
Qualitätsnormen
Die Einhaltung relevanter Normen gewährleistet Wiederholbarkeit und Übereinstimmung mit den Produktionsanforderungen.

Welche Faktoren beeinflussen die Qualität des Laserschneidens?
Die Leistungsfähigkeit des Laserschneidprozesses hängt von einer Vielzahl von Parametern ab, die sorgfältig an das jeweilige Material, dessen Dicke und die Produktionsanforderungen angepasst werden müssen. Jeder einzelne Parameter hat direkten Einfluss auf die Schnittqualität und Präzision.
Laserleistung
Eine zu geringe Leistung kann unvollständige Schnitte und ungleichmäßige Kanten verursachen. Bei dünnen Materialien kann eine zu hohe Leistung zu Verbrennungen und einer verringerten Bearbeitungsqualität führen.
Schnittgeschwindigkeit
Zu hohe Schnittgeschwindigkeiten führen häufig zu unvollständigen Schnitten und rauen Kanten. Ist die Geschwindigkeit hingegen zu niedrig, kann es zu Überhitzung und Verformungen des Materials kommen.
Düsendurchmesser
Ein zu kleiner Düsendurchmesser begrenzt den Gasfluss, was zur Gratbildung führen kann. Der korrekt gewählte Durchmesser gewährleistet präzises Schneiden und eine effektive Entfernung des geschmolzenen Materials.
Strahlpositionierung
Die exakte Ausrichtung des Laserstrahls ist entscheidend für die Schnittpräzision. Abweichungen führen zu unsauberen Kanten und Bearbeitungsfehlern.
Materialart
Eigenschaften wie Härte, Dichte und Wärmeleitfähigkeit des Materials beeinflussen maßgeblich die Wahl der geeigneten Laserleistung und Schnittgeschwindigkeit. Materialien wie Edelstahl und Aluminium erfordern beispielsweise unterschiedliche Einstellungen, während dicke oder besonders harte Werkstoffe höhere Leistung und langsamere Schnittgeschwindigkeiten benötigen.

Probleme beim Laserschneiden – wie man sie löst
Das Verständnis der häufigsten Probleme und ihrer Lösungen ist entscheidend für die Aufrechterhaltung einer hohen Schnittqualität beim Laserschneiden. Zu den typischen Schwierigkeiten gehören die folgenden:
Schlacke
Schlacke ist nicht entfernter Materialrest an der Bearbeitungsstelle, der an der unteren Schnittkante haftet. Um dieses Problem zu beheben, sollte der Gasdruck erhöht oder die Einstellungen von Laserleistung und Schnittgeschwindigkeit optimiert werden, um die Effizienz der Materialentfernung zu verbessern.
Ungleichmäßige Schnittbreite
Eine ungleichmäßige Schnittbreite kann mehrere Ursachen haben, darunter eine falsche Fokuseinstellung oder eine instabile Lage des Werkstücks. Wenn der Laserstrahl nicht korrekt fokussiert ist, entstehen unterschiedlich breite Schnittspuren. Um diesen Effekt zu vermeiden, sollten die Fokuseinstellungen regelmäßig überprüft und das Material stabil auf dem Arbeitstisch positioniert werden.
Unregelmäßige Schnittlinien
Zu hohe Schnittgeschwindigkeit kann zu Wellen oder Verformungen an der Schnittkante führen. Ist zudem der Gasdruck zu niedrig, wird das geschmolzene Material nicht vollständig entfernt, was ungleichmäßige Linien verursacht. Die Optimierung der Schnittgeschwindigkeit sowie eine Erhöhung des Schutzgasdrucks tragen zur Erzeugung gerader und sauberer Schnittlinien bei.
Grate
Grat ist Materialerhöhungen an der Schnittkante, die die Weiterverarbeitung erschwert. Sie treten besonders häufig beim Schneiden dicker Materialien wie Stahlblech auf, wenn der Gasdruck nicht ausreicht, um das geschmolzene Material effektiv zu entfernen. Eine Erhöhung des Gasdrucks sowie die Anpassung der Laserleistung an die Materialstärke helfen, dieses Problem zu vermeiden.
Unpräzise Schnitte
Bei zu geringer Laserleistung oder zu hoher Schnittgeschwindigkeit kann das Material nicht vollständig durchtrennt werden, was zu unvollständigen oder unsauberen Schnitten führt. Um dem entgegenzuwirken, sollten entweder die Leistung erhöht oder die Schnittgeschwindigkeit reduziert werden, sodass die Energie des Laserstrahls optimal auf das Werkstück wirkt.

Wie verbessert man die Schnittqualität beim Laserschneiden?
Um eine konstant hohe Schnittqualität beim Laserschneiden zu gewährleisten, müssen die Geräteeinstellungen regelmäßig überwacht und die Anlage sachgerecht gewartet werden. Selbst geringfügige Abweichungen bei den Parametern können die Präzision des Schneidprozesses beeinflussen. Im Folgenden werden Maßnahmen vorgestellt, die helfen, typische Probleme zu vermeiden.
Reinigung der Linsen
Verschmutzte Linsen führen zur Streuung des Lichts und reduzieren die Laserleistung. Die Reinigung mit speziellen Mitteln erhält ihre Leistungsfähigkeit. Wichtig ist, Kratzer auf der Linsenoberfläche zu vermeiden, da diese die Lichtstreuung zusätzlich verstärken können.
Reinigung und Überprüfung der Düse
Die Düse ist verantwortlich für die präzise Führung des Schutzgases zur Schnittstelle. Die regelmäßige Überprüfung ihres technischen Zustands verhindert Verunreinigungen und erhöht die Präzision der Bearbeitung.
Kontrolle und Einstellung der Laserstrahlparameter
Um eine optimale Schnittqualität zu gewährleisten, ist die regelmäßige Kontrolle der Laserstrahlfokussierung notwendig, da Änderungen der Einstellungen die Schnittbreite beeinflussen können. Die Fokussierung sollte gemäß den Herstellerangaben durchgeführt werden, um eine gleichmäßige Lichtkonzentration auf dem Material sicherzustellen.
Schmierung der beweglichen Teile des Plotters
Bewegliche Teile des Plotters, wie Führungen oder Motoren, müssen ausreichend geschmiert werden, um einen reibungslosen Betrieb zu gewährleisten. Vernachlässigung dieser Maßnahme führt zu Unregelmäßigkeiten in der Laserbewegung.
Aufrechterhaltung der korrekten Materialpositionierung
Eine falsche Positionierung des Materials auf dem Arbeitstisch kann zu Abweichungen in der Rechtwinkligkeit des Schnitts führen. Die regelmäßige Kontrolle der Materialposition minimiert das Risiko von Kantenfehlern.
Kalibrierung und Diagnose der Maschine
Die regelmäßige Kalibrierung der Maschine unterstützt die Aufrechterhaltung ihrer vollen Funktionstüchtigkeit. Die Diagnose dient dazu, mögliche Fehler wie Steuerungsprobleme frühzeitig zu erkennen. Ein proaktives Wartungsmanagement hilft, unerwartete Ausfälle zu vermeiden und sorgt für eine kontinuierliche, qualitativ hochwertige Produktion.
Wie verbessert man die Schnittqualität beim Laserschneiden? Denken Sie an die Wartung des Plotters!
Wartungsmaßnahmen am Plotter verbessern nicht nur die Schnittpräzision, sondern verlängern auch die Lebensdauer des Geräts. Vernachlässigungen führen zu Ausfällen und zusätzlichen Kosten. Grundlegende Maßnahmen sind:
- Reinigung der Linsen mit speziellen Mitteln und vorsichtiges Polieren,
- Einstellung des Laserstrahls,
- Reinigung und Kontrolle der Düse,
- Schmierung der beweglichen Teile,
- Überwachung der Kühlung,
- Kalibrierung und Diagnostik.
Laserschneiden – die Technologie der Zukunft
Laserschneiden ist eine äußerst präzise und effiziente Bearbeitungsmethode, die in vielen Branchen beliebt ist. Die Überwachung der Schnittqualität, die Pflege des technischen Zustands des Plotters sowie die Kontrolle von Parametern wie Laserleistung, Schnittgeschwindigkeit und Gasdruck bilden die Grundlage für eine effiziente Produktion mit Lasern.

{kind=link}